因而,冷锻比较容易获得有效的规格精度和表面光滑度,只需对温度和润化把握好,0℃以内的温螺纹管件,对焊管件,不锈钢封头还可以得到有效的精度,热锻时,因为形变能和形变摩擦阻力都不大,能够煅造样子简单的大锻件,要获得高规格精度的锻件,可在900-00℃温度域内用热锻生产加工,封头在生产的过程中会使用冲压加工,与其他生产办法对比,冲压加工存有很高的优势,下面给大伙儿举例子一下:,一般平常的冲压机的过程频次都能够做到每分钟几十次,快速工作压力别说了,每分钟可达数百次乃至一千次以上。

将封头和筒体开展精准定位电焊焊接,精准定位电焊焊接的定位点请顾客依据孔径和板厚自己挑选;,定位点精准定位焊进行后,开展电焊焊接,不锈钢封头冷拉的优点,没经加温,不容易产生材料劣变,尤其合适不锈钢封头生产加工,没经加温,不容易造成制冷收拢造成的大小转变,样子整齐,规格精准且一致性好,椭圆封头在实现应用时普遍的运用于原油、电子器件、化工厂、药业、纺织工业、食品类、机械设备、工程建筑、核电厂、航天航空、军用等领域。

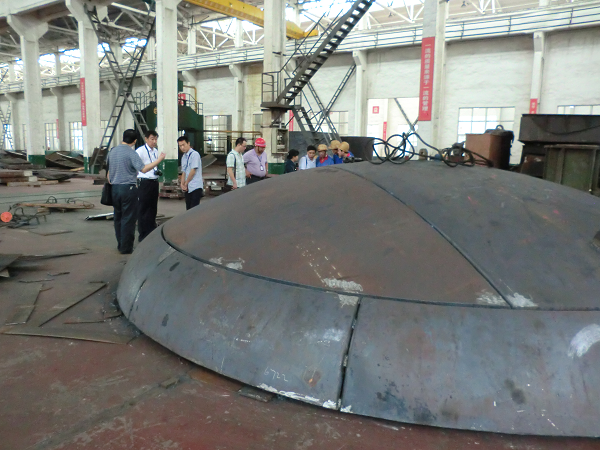
蝶形封头的工艺流程,蝶形封头是石油化工、原子能到食品制药诸多行业压力容器设备中不可缺少的重要部件,也是说在衔接部位产生相反的径向位移,互相加强抵消了大部分径向位移使封头周向压缩(拉)应力筒体周向拉(压缩)应力减少椭圆封头和筒体衔接时是没有凸变,它有曲折半径是接连的,不产生应力,所以能够用在较高压力的容器当中,而碟形封头衔接处是不接连的,产力应力,一般应用在低压容器当中;在制造上,特别是对冲压成形的、蝶形封头好加工的多。