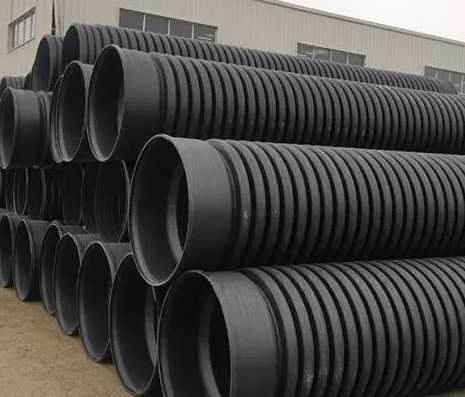
波纹管的成形是一个塑性成形过程,在小空间内产生较大的变形,其变形机理更为复杂。成形过程主要通过管坯内部的压力q作用,导致模具中管道的塑性变形。对于中小直径波纹管,常用的成形方法可分为以下两种:弹性体填充挤压成形方法和液压成形方法。

陕西波纹管现存的几种波纹成型工艺有哪些? 1.液压成型工艺及特点 利用模具和水介质压力成型的一种方法。其特点是:波纹管集合尺寸准确,表面无损伤。 因此,该方法制造的波纹管抗腐蚀能力强,疲劳寿命高,是目前波纹管制造 、质量可靠的工艺方法。但模具成本较高,成型速度较慢。液压成型可生产多层波纹管。 2.滚压成型工艺及特点 是利用一组工作滚轮研展出波纹的一种工艺方法,其特点是可制造大口径尺寸的波纹管,工艺成本低,只能成型单层波纹管。该工艺生产的波纹管,表面损伤严重,因此抗腐蚀性能 差,疲劳寿命低,只能制作一些使用场合要求不高的波纹管。 3.机械胀压成型工艺及特点 是利用内模撑出波纹的一种工艺方法。成型时无需充液体介质,因此成型简便、速度快、工艺成本低。但该波纹管内表面的损伤也很严重,抗腐蚀性能较低,疲劳寿命较低。所成型的波纹管不是一个理论上的圆形,几何尺寸不准确。只能制作一些使用场合要求不高的波纹 管。 4.焊接成型、爆炸成型、电沉积成型、机械旋压成型方法因使用较少,只用于一些特种波纹管的制造。
波纹管的质量检查也有着自己对应的标准,因为对产品质量有着非常严苛的要求所以要进行金相显微检查其晶粒的大小排列和板材的硬度;对关键性的焊点和热影响区域也要进行显微检查。 以了解焊接的深度、焊菇的形状和对称性,全部焊缝要进行气密性检查。通常采用氦质谱检漏仪检漏。真空泄漏率1*10-10mL/s。此外还要测量其波纹管的弹率、伸缩特性、力的松弛和滞后性等。