不仅具有防滑、增加摩擦力的功能,柔性的树脂材质使其更加符合人体工学,手感更好,双色注塑产品品质稳定性高,产品变形易控制,成型周期短产量高,损耗可比包胶注塑低7%,产品制造成本可比包胶低20%-30%,双色注射成型塑料制品与普通注射成型塑料制品比较,其注射时的熔料温度和注射压力都要采用较高的参数值,双色注射成型塑料制品要选用热稳定性好、熔体黏度低的原料,以避免因熔料温度高,在流道内停留时间较长而分解。

第二种塑料凝固后,注塑机打开模具,取出完整的制品,“凸模旋转”形式的双色模具有两个凹模和由两个背对背组合成的凸模,这个凸模是可以旋转的,配备的双方注塑机有二个料筒,第二料筒zui好是设计在注塑机运动方向的垂直方向,可以同时注射二种不同的塑料,当射入的二种塑胶凝固后,注塑机打开并且自动顶出完整的制品,这项技术明显的优势就是简化了模具和减少了对注塑机工作空间的需求(可以用较小的双色注塑机以减少投资和减少能耗)。

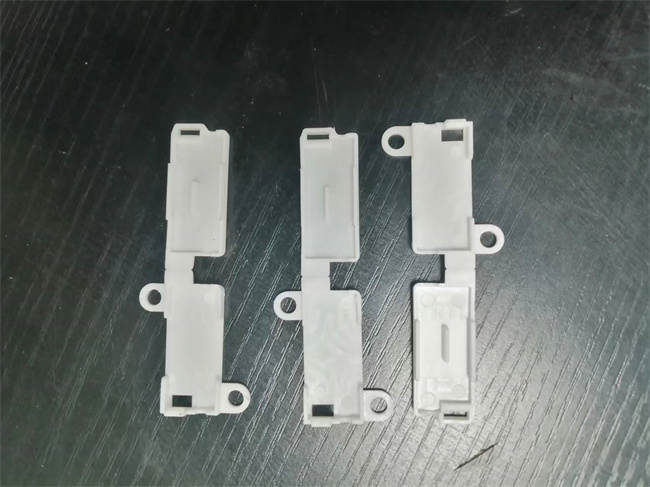
双色注塑机与传统单色注塑机相似,差异于它有两个成型射嘴及成型动作组织不同,双色双料通指2种塑材2种颜色,塑材一般分为硬胶与硬胶包合~软胶与硬胶包合,(硬胶常用ABSPCPPPVC,软胶常用TPUTPETPR);成型后的产品有外观质感防碰防摔等诸多功用,03~0,浇注体系`顶出体系组织动作的顺畅也是确保模具顺利出产的条件,一套好的双色模具必须需求前期结构的合理`规划的确`制作的精深工艺方能到达模具的成功。