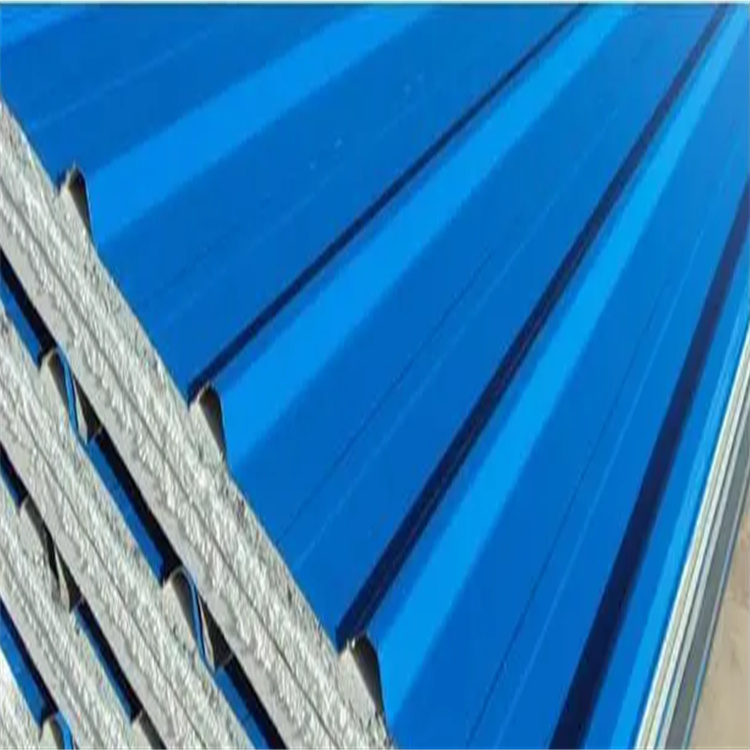
因为C型钢的厚度直接影响其承载力,在大型建筑中,人们需要具有优良承载力的C型钢时,必须选用厚壁钢,如果选用壁厚较薄的C型钢,它将完全不能承受相应的重量,这将增加事故发生的可能性,只要我们注意以上两个细节,就可以保证实际效果不受影响,加工镀锌C型钢的流程如下:进料——送料是将生产C型钢所需的材料放入相应的送料机中,将材料输送到相应的生产设备,生产出优质的C型钢,送料是生产镀锌C型钢的先决条件,直接影响后续工序。

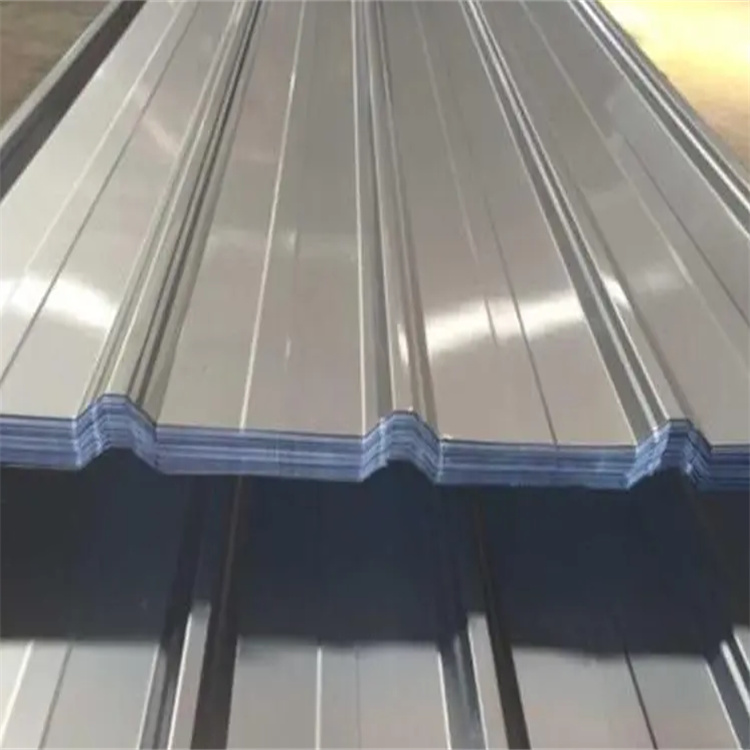
坡度大采用Z型可以充分利用其的抗弯性能;如果檩条想做成连续构件的话,相对于C型钢檩条而言还是选择Z型钢檩条,这是因为Z型钢檩条的搭接更加的方便;从抗弯性上看,在屋面坡度较小时,Z型钢檩条抗弯截面模量稍大于C型檩条,装置上模的滑台是箱体布局,滑台导轨与机身上导轨,触摸长度大,上模的每一次冲压,工序对泥坯有二次冲压即上模di一次压瓦坯到位后,上模上升10㎜,使泥坯得到充沛排气后,上模再向下压瓦坯到位,才回来zui高方位。

但差别不大;当屋面坡度增大,Z型钢檩条对称于竖直方向的抗弯截面模量利用率增大,所以Z型钢檩条适用于坡度较大的屋面;从截面上看,二者的强弱轴的力学性能差异较大,且与刚架的连接多为螺栓铰接,计算时须按简支考虑,而Z型截面间可通过可靠搭接实现刚接,C型钢机作业台的转位是由装于上轴端头的齿轮组传动拨销齿轮,拨动装于六方转轮轴上的槽轮来完成分度定位,在上轴的两头各装有一个与装在同一轴上与限制凸轮共轭的回凸轮。