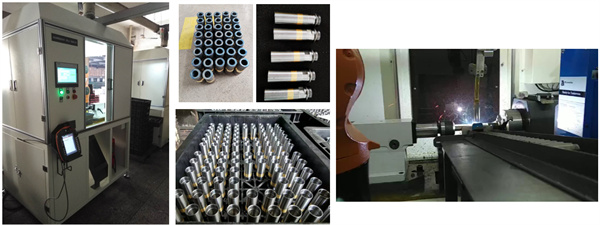
简要介绍了堆焊技术的种类和注意事项。 从专业的角度来说,表面处理是指对材料表面进行改性,以获得所需的性能和使用效果的过程。 堆焊的主要应用是修复零件。因此,为了使堆焊层发挥应有的作用,堆焊材料应该对母材有较小的稀释。沉积速度快,堆焊性能好。另外,堆焊技术要求高质量、高效率、低稀释率。 冷堆焊是堆焊技术的技术类型之一,也是一种比较成熟和容易掌握的技术。从专业角度讲,采用高频电火花放电原理,解决工件表面的缺陷和磨损问题,保证工件的完整性。 此外,冷焊堆焊的强化作用还可以强化工件,从而达到工件良好的耐磨性、耐热性和耐腐蚀性,强化机械表面。 电渣堆焊也是堆焊的一种。另外,具体地,堆焊材料和基材采用导电渣的电阻热熔来达到堆焊的目的。此外,整个过程中还会产生电弧。对于这种堆焊,关键是焊剂、焊接电源和磁控装置。此外,还有一个工艺参数。 轧辊堆焊是在零件表面焊接一层具有特定性能的材料,以提高零件的耐磨性、耐热性和耐腐蚀性。广泛应用于冶金、矿山、电力、农业、石油等行业。轧辊堆焊作为一种经济、快速的材料表面改性方法,越来越广泛地应用于各工业部门的零件制造和维修。
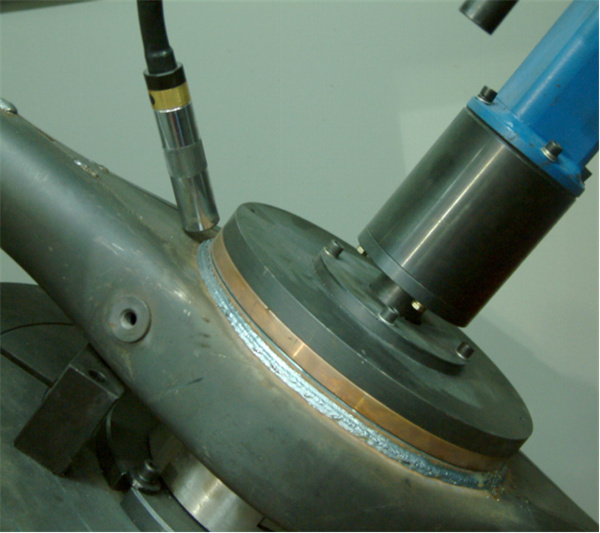
轧辊表面检查的注意事项: 1.质量检测设备的外观质量以磨床主动涡流检测为主,其他检测方法为辅。 2.在涡流检测中,当信号异常时,缺陷的真实性和位置由磨床操作人员和检测人员来判断。3.如果振幅大于设定的灵敏度值,应进行目视检查。在这种情况下,缺陷可以用肉眼看到。如果没有目视缺陷,则根据X轴和Y轴显示的部位进行第二次探伤和复验。 4.如果信号异常,在该区域进行磁粉或浸泡和超声波辅助检测,以辨别缺陷的真伪,并使用超声波对缺陷进行量化。 5.与各种辅助方法相比,磁粉检测和超声波检测具有很好的实用性和可靠性。 检查轧辊表面时应注意以上几点。

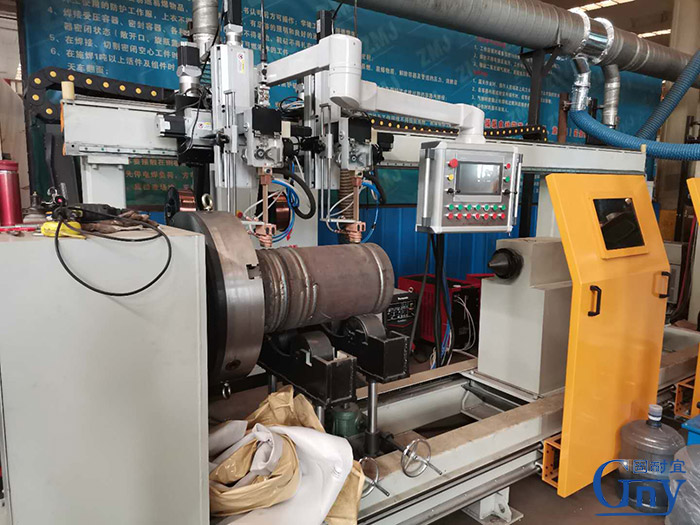
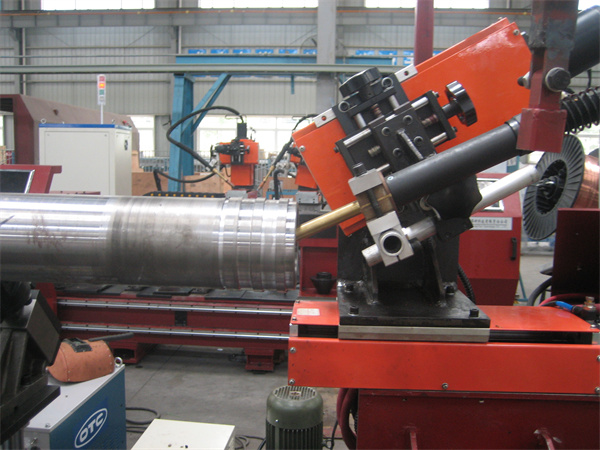
分析了轧辊堆焊裂纹产生的原因。 1.喷焊合金硬度高,抗裂性差。如果合金中碳含量高,硅含量和硼含量也高,就能与其他合金元素形成合金化合物。类似的化合物硬度高,韧性差,容易开裂。如果对刚体过大的工件不采取有效措施,很容易产生裂纹。 2.工件是刚性的,假设合金的膨胀系数与基底金属的膨胀系数大不相同。对于高硬度的工件,液态合金凝固时,拉应力会增大,超过合金的强度上限就会出现裂纹。 3.工件喷焊表面有缺陷。当工件喷焊表面存在裂纹、沟槽、铸造砂眼等缺陷时,焊道容易在缺陷处形成应力集中,产生裂纹。 4.轧辊堆焊焊缝宽厚比小,焊缝本身抗裂性差。 5.轧辊堆焊前预热和堆焊后冷却的措施不正确。