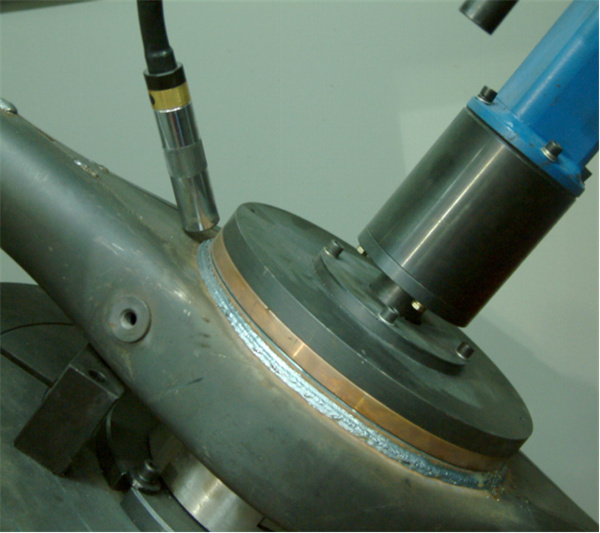
轧辊表面检查的注意事项: 1.质量检测设备的外观质量以磨床主动涡流检测为主,其他检测方法为辅。 2.在涡流检测中,当信号异常时,缺陷的真实性和位置由磨床操作人员和检测人员来判断。3.如果振幅大于设定的灵敏度值,应进行目视检查。在这种情况下,缺陷可以用肉眼看到。如果没有目视缺陷,则根据X轴和Y轴显示的部位进行第二次探伤和复验。 4.如果信号异常,在该区域进行磁粉或浸泡和超声波辅助检测,以辨别缺陷的真伪,并使用超声波对缺陷进行量化。 5.与各种辅助方法相比,磁粉检测和超声波检测具有很好的实用性和可靠性。 检查轧辊表面时应注意以上几点。

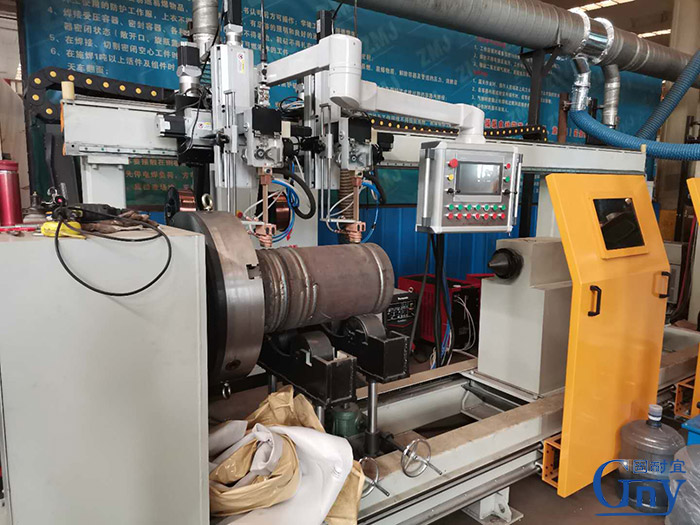
分析了轧辊堆焊裂纹产生的原因。 1.喷焊合金硬度高,抗裂性差。如果合金中碳含量高,硅含量和硼含量也高,就能与其他合金元素形成合金化合物。类似的化合物硬度高,韧性差,容易开裂。如果对刚体过大的工件不采取有效措施,很容易产生裂纹。 2.工件是刚性的,假设合金的膨胀系数与基底金属的膨胀系数大不相同。对于高硬度的工件,液态合金凝固时,拉应力会增大,超过合金的强度上限就会出现裂纹。 3.工件喷焊表面有缺陷。当工件喷焊表面存在裂纹、沟槽、铸造砂眼等缺陷时,焊道容易在缺陷处形成应力集中,产生裂纹。 4.轧辊堆焊焊缝宽厚比小,焊缝本身抗裂性差。 5.轧辊堆焊前预热和堆焊后冷却的措施不正确。

堆焊中辊端支撑损坏的原因 在拉矫机的辊箱两侧应使用堆焊辊的端部支撑,以限制中间辊和工作辊的轴向移动。对于辊端支撑经常损坏的问题,一般有以下两点: 1.辊端支撑质量问题或选择错误。一般是钨钢球磨损异常,辊端支撑转动不灵活。请联系辊面供应商进行更换。 2.拉矫机的辊箱与S辊不平行。导辊不平行。如果倾斜是由于机架定位精度不好造成的,建议找设备厂家进行改造。如果倾斜是电梯老化造成的,建议更换两边的电梯。也有可能是轧辊堆焊的辊箱初始位置不平行。请联系设备制造商进行修改。