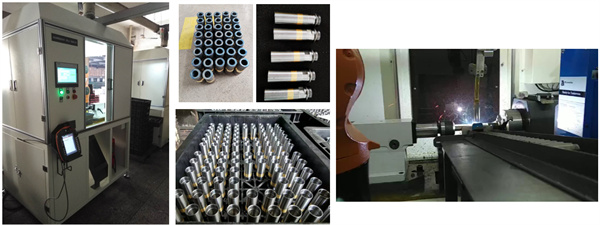
轧辊堆焊修复内容及设备说明 滚面可以说是网站的主打产品,这一点也是显而易见的。所以在这个具体的产品上,需要有一个全面的了解,才能达到预期的学习效果,不遗漏任何一个知识点。因此,基于上述要求,为了促进他们的学习进程,以下工作将继续进行,具体如下。 1.轧辊堆焊修复主要有哪些?而且,如果堆焊时轧辊表面有开口或裂纹,是什么原因? 轧辊堆焊的修复包括减径、局部修复和整体修复,三者都非常重要,缺一不可。如果轧辊堆焊表面有开口或裂纹,具体原因是所用材料的含碳量过高,导致此问题。 2.轧辊堆焊设备,为什么? 轧辊堆焊设备的主要应用是轧辊表面的堆焊和磨损轧辊的修复。此外,它可以自动进行和完成轧辊修复工作。采用的焊接方法是自动埋弧焊。此外,工件可以旋转和定位,以成功完成焊接。因此,它具有结构简单、操作方便、易于调节的优点。 3.滚堆焊,如果分开理解,那么,我们需要知道什么? 辊堆焊,如果分开,那么,我们应该知道它主要包括 堆焊是指焊接、修复和再利用工件的磨损部分。对于滚轮,有些需要表面处理,有些则不需要。具体原因和不同材质轧辊的焊接性有关,所以是由轧辊的焊接性决定的。

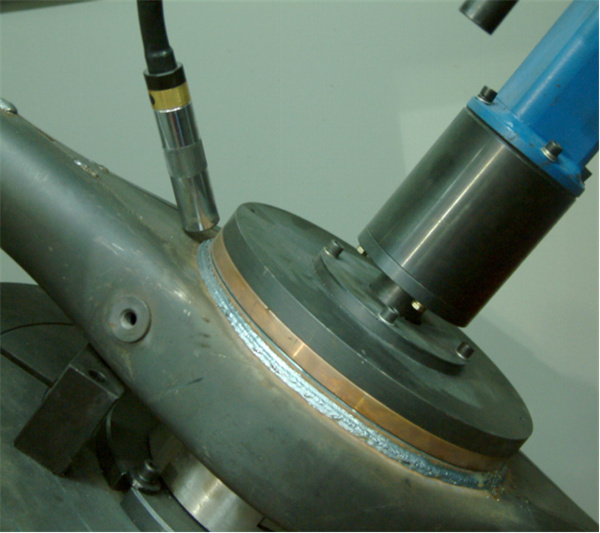
分析了轧辊堆焊裂纹产生的原因。 1.喷焊合金硬度高,抗裂性差。如果合金中碳含量高,硅含量和硼含量也高,就能与其他合金元素形成合金化合物。类似的化合物硬度高,韧性差,容易开裂。如果对刚体过大的工件不采取有效措施,很容易产生裂纹。 2.工件是刚性的,假设合金的膨胀系数与基底金属的膨胀系数大不相同。对于高硬度的工件,液态合金凝固时,拉应力会增大,超过合金的强度上限就会出现裂纹。 3.工件喷焊表面有缺陷。当工件喷焊表面存在裂纹、沟槽、铸造砂眼等缺陷时,焊道容易在缺陷处形成应力集中,产生裂纹。 4.轧辊堆焊焊缝宽厚比小,焊缝本身抗裂性差。 5.轧辊堆焊前预热和堆焊后冷却的措施不正确。

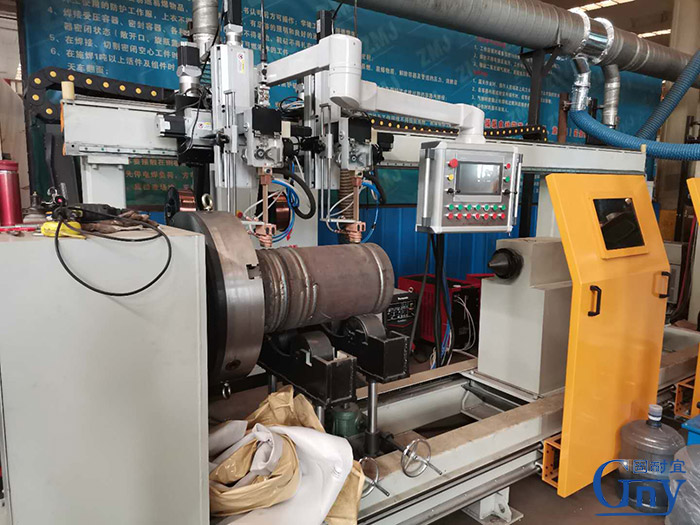
堆焊中辊端支撑损坏的原因 在拉矫机的辊箱两侧应使用堆焊辊的端部支撑,以限制中间辊和工作辊的轴向移动。对于辊端支撑经常损坏的问题,一般有以下两点: 1.辊端支撑质量问题或选择错误。一般是钨钢球磨损异常,辊端支撑转动不灵活。请联系辊面供应商进行更换。 2.拉矫机的辊箱与S辊不平行。导辊不平行。如果倾斜是由于机架定位精度不好造成的,建议找设备厂家进行改造。如果倾斜是电梯老化造成的,建议更换两边的电梯。也有可能是轧辊堆焊的辊箱初始位置不平行。请联系设备制造商进行修改。