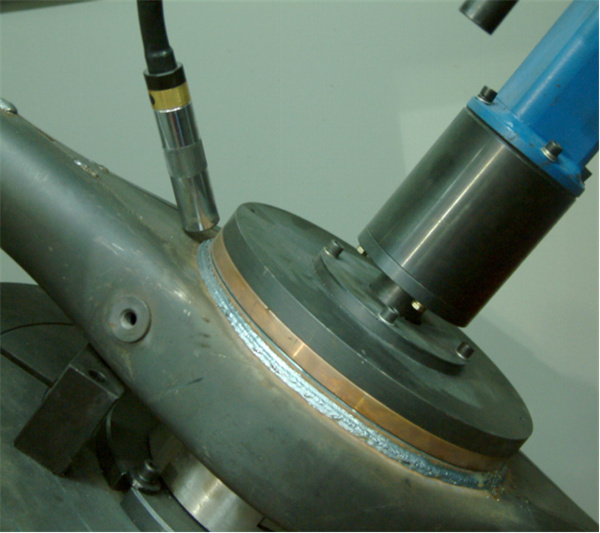
轧辊表面检查的注意事项: 1.质量检测设备的外观质量以磨床主动涡流检测为主,其他检测方法为辅。 2.在涡流检测中,当信号异常时,缺陷的真实性和位置由磨床操作人员和检测人员来判断。3.如果振幅大于设定的灵敏度值,应进行目视检查。在这种情况下,缺陷可以用肉眼看到。如果没有目视缺陷,则根据X轴和Y轴显示的部位进行第二次探伤和复验。 4.如果信号异常,在该区域进行磁粉或浸泡和超声波辅助检测,以辨别缺陷的真伪,并使用超声波对缺陷进行量化。 5.与各种辅助方法相比,磁粉检测和超声波检测具有很好的实用性和可靠性。 检查轧辊表面时应注意以上几点。

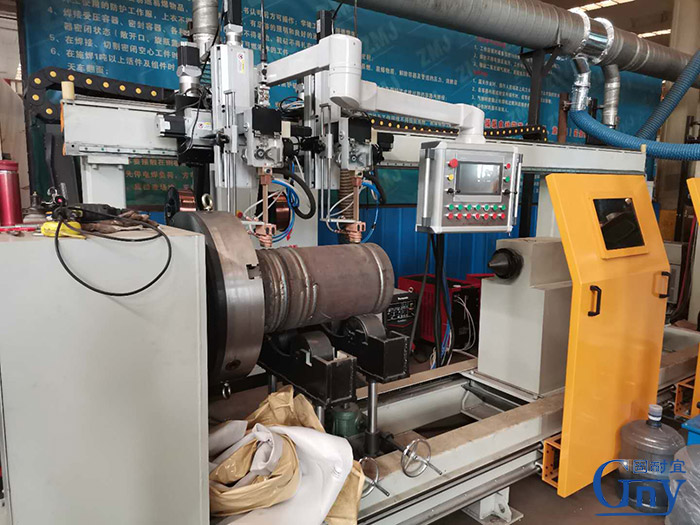
提高共享轧辊堆焊设备加工速度的方法 为了保证加工质量,经常使用铣床加工拉板隔磁槽。由于轧辊堆焊设备的合金又硬又粘,对于一些大型拉延板,加工一个坡口往往浪费铣刀,加工速度慢,根本满足不了产品进度的要求。为了改变这种情况,经过反复探索和试验,我们成功地用等离子切割机代替铣床加工拉板隔磁槽,取得了满意的效果。针对轧辊堆焊设备合金索梁锚固结构部分区域应力集中严重、疲劳性能不明的问题,开展了轧辊堆焊设备合金全尺寸静载和疲劳模型试验。 由于轧辊堆焊设备合金材料的特性,如果用氧乙炔焰加工隔磁槽,表面质量会很差,根本达不到产品质量要求。研究了结构特点、制造工艺、应力集中、塑性区大小和分布以及关键结构细节的疲劳性能。通过有限元计算,分析了影响结构性能的一些重要参数。 轧辊堆焊设备合金结构的应力集中在某些区域,在1.7倍设计载荷的作用下,某些区域发生屈服。在循环加载疲劳试验中,结构的关键部位未发现疲劳裂纹。

堆焊中辊端支撑损坏的原因 在拉矫机的辊箱两侧应使用堆焊辊的端部支撑,以限制中间辊和工作辊的轴向移动。对于辊端支撑经常损坏的问题,一般有以下两点: 1.辊端支撑质量问题或选择错误。一般是钨钢球磨损异常,辊端支撑转动不灵活。请联系辊面供应商进行更换。 2.拉矫机的辊箱与S辊不平行。导辊不平行。如果倾斜是由于机架定位精度不好造成的,建议找设备厂家进行改造。如果倾斜是电梯老化造成的,建议更换两边的电梯。也有可能是轧辊堆焊的辊箱初始位置不平行。请联系设备制造商进行修改。