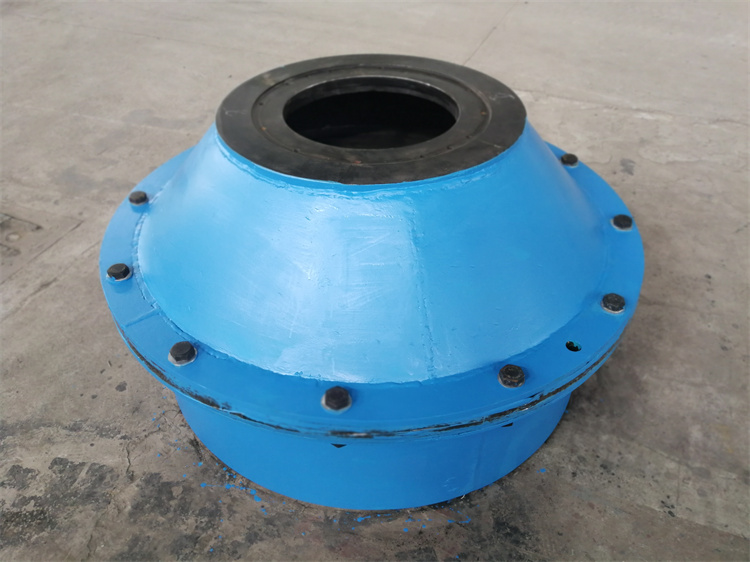
冲蚀磨损冲蚀磨损的防护: 一般选用涂抹预维护涂层的手段,根据磨损状况不同选择不同的维护层。首要的防护措施有 3 种,选用耐磨涂层胶、耐磨修补剂进行预维护,选用耐磨陶瓷胶张贴特种耐磨陶瓷片进行预维护,选用聚氨酯弹性涂层。 圆筒筛安装在出料衬套前部,与出料衬套用螺栓连接,球磨机运行时随球磨机筒体一起做圆周运动,球磨机排矿流至圆筒筛上时,细粒级矿浆通过筛网流至渣浆泵池,大粒级的矿石和碎钢球从筛面上旋转排至废料箱。运用后的圆筒筛,磨损严峻区域是与出料衬套连接端约 300 mm 宽的筛网,其他宽度约 1 500 mm 的筛网基本未磨损,骨架、内部导流板以及两端法兰基本无磨损。
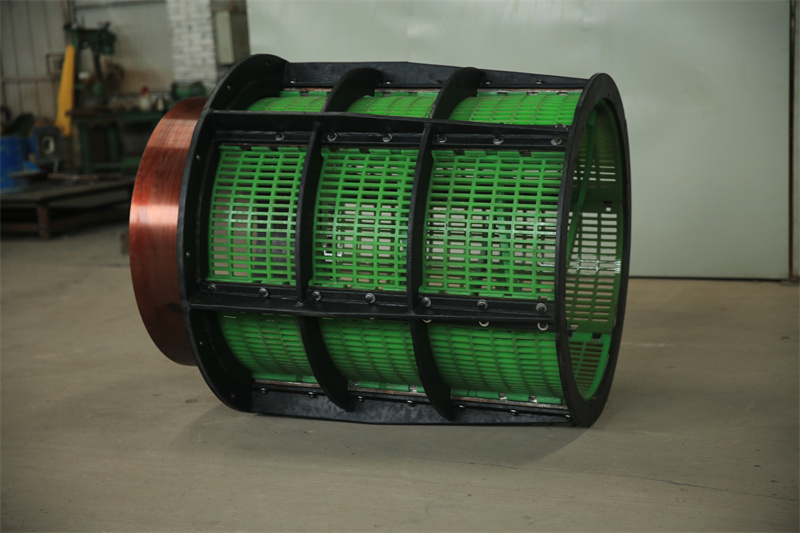
(1) 改造前,圆筒筛的运用周期为 3 个月,每次替换需停机 7 h,3 台球磨机影响处理矿量约 2 万 t /a。改造后,圆筒筛运用 18 个月,没有因圆筒筛毛病而停机,且圆筒筛骨架未见显着磨损,筛网磨损量较小,估计磨损严峻区域的筛网还能够运用 12 个月。每次替换磨损筛网约 3 h,削减了球磨机的泊车时刻。 (2) 圆筒筛改造后,3 台球磨机每年可节约检修本钱 5 万余元。 (3) 圆筒筛改形成衬胶钢骨架和橡胶筛网后,球磨机出料部的噪声减小,改进了员工的操作环境。
由煤矿大型圆筒筛的作业原理能够看出, 保证两个滚圈和传动件的同轴度要求是圆筒筛制作中重要的环节。 同轴度制作精度低直接影Ⅱ向到传动件的配合精度降低, 这样就使得传动部件磨损加快, 同时滚筒在作业过程中会发生摇摆, 导致筒体变形, 互换性变坏, 更甚者引起结构开焊, 缩短圆筒筛的使用寿命。