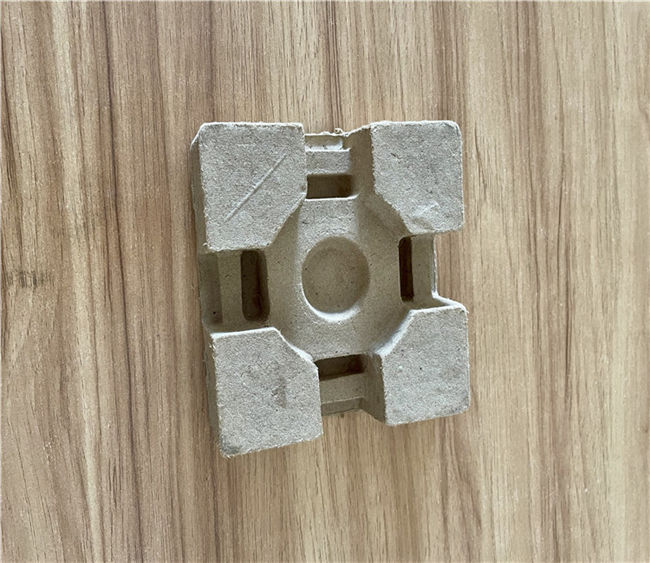
这种现象不会影响纸盘包装的强度,因此在业界是可以接受的,成型时,湿制品不能从模具中取出,因此纸支架不能设计成倒置的带扣位置,为什么翻边产品周围有不均匀的毛刺?翻边结构产品是平边成型的,当形成真空和自然吸收纸浆时,模具的边缘是不锈钢过滤网,模具完成后,成型模具的型腔是中空的,标准厚度为10毫米,所以修改后的尺寸应该小于10毫米,如果原型腔的尺寸太大而不能改变,由于上模或下模缺少材料,就不能修改整形模。

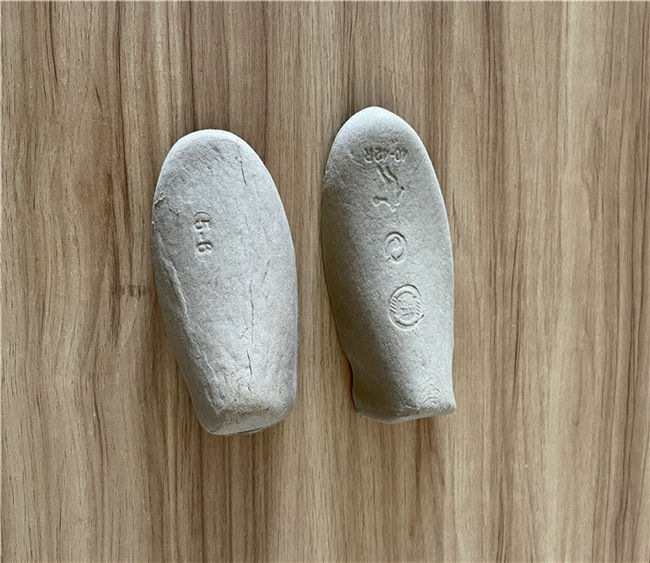
在满足纸托强度的前提下应尽量降低壁厚,采用真空吸附成型工艺时壁厚在0,5--6mm之间,采用压制成型工艺时壁厚在3--20mm之间,②脱模斜度,在纸模成型过程中,湿纸模紧贴在网模上而且纸料纤维还会镶嵌在网模的网孔中,为了便于湿纸模的转移,与脱模方向平行的纸托表面都应该有个合理的脱模斜度,圆弧过渡有利于模具的制造和附网,有利于湿纸模转移时脱模,有利于纸浆液料在吸附成型时的流动,也有利于避免应力集中造成包装破损。
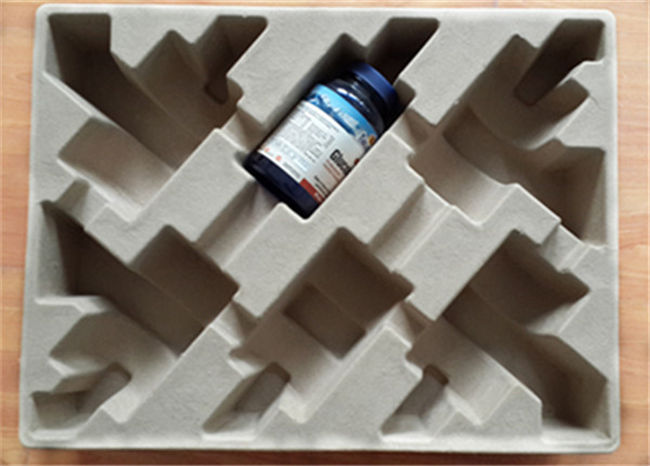
而泡沫塑料来源于石油产品,资源枯竭和价格问题将越来越严重,包容和保护包装产品是纸浆模塑制品的重要功能,纸浆模塑制品应能够可靠的容纳包装所规定的被包装产品,使被包装产品在运输、装卸、使用过程中不受损坏,且自身满足强度、刚度和稳定性要求,纸浆模塑制品所用材料对被包装产品也是安全的,两者不发生相互作用,纸浆模塑制品是通过自身的特殊结构在受载时变性来延长相应时间、吸收外界能量,从而减少被包装物受到冲击和振动的。