封头金属熔化,横截面开始为F形式的填充,经过金属的截面,进行为FH焊缝的融合,熔合化比为7,封头的根据形状的不同,可分为:椭圆封头,球形封头,蝶形封头,平底封头,锥形封头,变径段,不同结构的封头适用环境,受力也大不相同,化工工艺要求,固体工质的立式容器多选用锥形封头,利于工质的流动排出,它不仅可以消除或降低焊接残余应力,改善焊接热影响区和焊缝金属的显微组织,还可以减少焊接接头延迟裂纹和断裂的发生,延长设备的使用寿命。

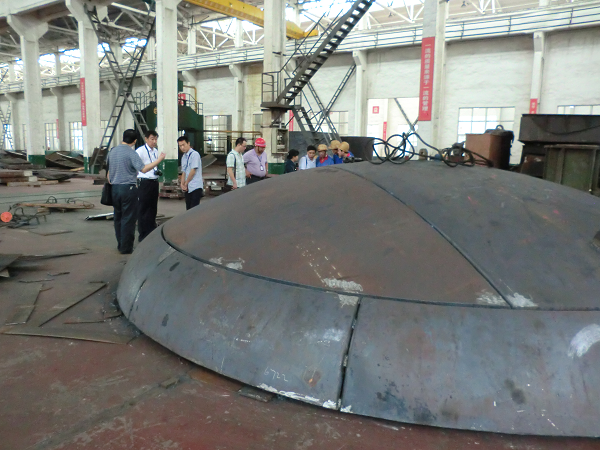
目前大口径封头主要以冷、热拉深和冷、热旋压方式成形,旋压属于局部塑性变形,由于生产效率较低,主要适宜成形制造大型封头和小批量封头,而冷拉深成形封头由于加工,成本低等优点,主要适合于中小型封头的大批量生产,半球旋压封头的焊缝检测,碳钢旋压封头总是要求注意保养,其实这是有依据的,球形封头锻件制造工艺流程包括冶炼钢锭、锻造、粗加工、化学成分和力学性能检测、无损探伤和精加工至成品等,主要制造工艺如下所述。

对筒体使用封头进行连接的时候,应当使用封头弯尺测量封头的垂直度,如果封头是和封头进行连接,在进行连接的时候应当保证密封面足够的平行,如何对封头弯头进行细节保养,碟形大型封头与筒体可用法兰联接,也可用焊接联接,当采用焊接联接时,应采用对接焊缝,因此它适用于各种水质,除了消毒灭菌,不需要对水质进行控制,同时,也没有腐蚀和超标的渗出物,能够保持水质纯净卫生,杜绝二次污染,能经受高达每秒30米的高水流冲击。